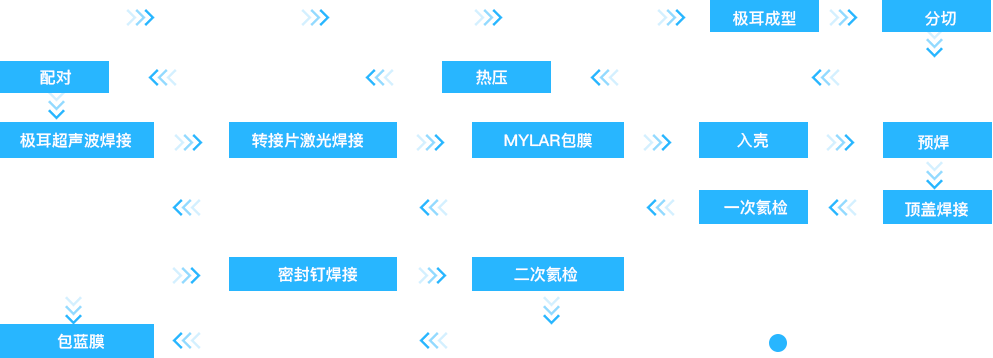
最终优率 ≥99.5% 产能/速度 10~48PPM
最终优率 ≥99.5% 产能/速度 5~24PPM(双机台)
最终优率 ≥99.5% 产能/速度 5~24PPM
最终优率 ≥99.5% 产能/速度 10~48PPM(双机台)
最终优率 ≥98% 产能/速度 6~20PPM
≤20um
≤40um
1-20t
≤5%
±2℃
长:7000*宽:3200*高:2900
10~48PPM
99.5%(来料不良除外)
≤2%
同系列≤4H,跨系列≤6H
5min
12PPM
99.9%
2%
±1mm
±0.3 mm
≤2%
±0.5
≥200N
≥12PPM
≥99%
160°-250°
1.0±0.5(mm)
3S-5S
≥99.8%
≤0.1MM
-0.2MM~+0.2MM
≤0.04MM
≥99.5%
焊接速度
侧面凸起<0.06mm
≥99.5%(最终)
±0.03
≥28PPM