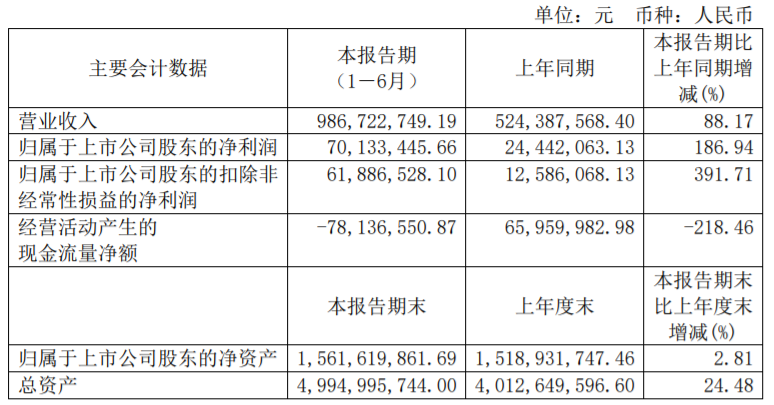
8月29日晚,联赢激光发布2022年半年度报告。报告显示,公司上半年实现营收9.87亿元,同比增长88.17%;归属于上市公司股东的净利润为0.7亿元,同比增长186.94%。研发投入0.36亿元,同比上升43.26%。
上半年新签订单20.45亿元 在手订单44.48亿元
联赢激光表示,今年上半年业绩大幅增长的主要原因是:公司上年度新签订单大幅增加,因此今年上半年确认的收入与去年同期相比有较大幅度增长,同时规模效应导致利润大幅增长。
此外,在上年同期订单高基数的基础上,联赢激光充分利用在动力电池及储能电池行业的技术优势和客户资源,积极响应客户需求,及时提供客户满意的技术方案。今年上半年,联赢激光新签订单20.45亿元(含税),比上年同期增长了6.45%,且新签订单客户占比更加均衡。截至6月30日,联赢激光在手订单44.48亿元(含税),同比增长了62.28%,为公司后续业绩增长提供了保证。
新厂将陆续投产 员工队伍进一步壮大
当然,大量订单的兑现离不开产能的支持。为满足市场需求、巩固公司市场占有率,联赢激光近年来一直积极扩大产能,包括生产场地面积及员工人数两方面。
生产场地方面:江苏基地三期主体工程在报告期封顶,新建厂房5.2万平方米,下半年可投入使用;惠州基地二期厂房工程在报告期接近完工,新建建筑面积6.5万平方米,其中生产厂房面积3.8万平方米,下半年可投入使用;深圳基地完成规划设计,预计四季度开始建设,计划新建建筑面积4.8万平方米,其中生产厂房面积3.2万平方米;宜宾基地租赁的0.75万平方米厂房开始装修,下半年可以投入使用。
员工人数方面:截至6月30日,联赢激光员工人数为4829人,新增员工1312人,比上年末增长了37.30%。据悉,新增员工主要是研发设计及生产调试人员,目前公司还在持续扩充技术及生产人员并加强培训,进一步提高生产效率、扩大产能。
持续研发创新 多项技术突破
值得一提的是,今年上半年联赢激光持续加大研发创新,投入研发费用 5212万元,占营业收入比例5.28%,并取得多项研发成果。
一、激光器研发:
1.已实现常规单模 100-3000W、多模 100-6000W 自制连续光纤激光器批量交付。
2.已完成可变环形光斑光纤激光器、半导体光纤复合激光器等特殊用途光纤激光器的研发、工艺验证及批量交付。
3.高亮度激光器类,完成高亮度单模 100-2000W(14um)光纤激光器、高亮度准单模 4000W(25um)、高亮度 1000-3000W(300~600um)半导体激光器的研发。
4.特种激光器类,QCW 准连续光纤激光器、大能量 MOPA 光纤激光器、窄线宽光纤激光器、皮秒超快光纤激光器均已进入样机封测及工艺验证阶段。
5.核心光学器件如 CPS/QBH/合束器/抗反器等均已实现量产并随自制激光器批量交付。
6.蓝光激光器方面,报告期内完成了 2000W-800um、500-400um 的机型开发,单蓝光机型及多波长复合机型已应用于多款铜基产品的焊接制样,进一步提高了蓝光激光器亮度的同时,也扩展了蓝光激光器的应用窗口。

二、激光出射头研发:
1.开发了 SFH2 双焦点特殊光斑形态激光焊接头并实现产品化;
2.硬光路模组用于适配超快激光器;
3.将同轴定焦模块成功集成 UW 外光路光学产品,实现外光路光学产品同轴测定焦点及离焦量;
4.焊中检测系统已成功实现在线熔深检测。
三、振镜系统研发:
完成振镜多轴联动焊接功能,主要应用在汽车零部件、锂电池、氢燃料电池,光伏等加工领域,通过平台运动与振镜的配合实现大幅面的焊接,提高振镜大幅面焊接的效率。
四、运动控制系统研发:
1.激光锡焊软件:主要应用于锡焊、塑料焊接领域,完成开发 PID 智能温控算法,实现了激光焊接过程中温度按预设温度曲线实时智能调整输出功率,保证产品焊接效果并大幅提升产品加工良率。
2.智能图形规划运动控制系统:支持快速绘制控制轨迹、矢量图形导入、控制轨迹手/自动规划、图形化展示等等,系统主要在 CNC 方式的焊接、切割等应用场景。解决了传统控制软件轨迹显示不直观,示教繁琐、无法快速换型等问题,并支持视觉微调轨迹功能,提供了整体平移、局部平移两种方式,用户可自由切换视觉处理方式,产品换型时只需要修改绘制图形及顺序。系统高度模块化设计,支持用户二次开发调用。大幅提高了系统的对应用场景的兼容性和调试效率。
五、工艺研发:
1.塑料锡焊工艺上,完成线光斑激光焊接头开发验证,正在进行焊接头测试与塑料掩膜焊接工艺验证;完成同轴送丝环形光斑光学部分开发验证。
2.电芯焊接工艺上,完成动力电池方壳顶盖封口焊接 300mm/s 高速焊接工艺研发,储备了顶盖高速侧焊生产工艺参数及流程;完成了 5 系+6 系铝合金不同拼接结构的激光填丝焊工艺研发。
3.完成刻线标准机、多层软连接焊接工艺、氢燃料电池双极板高速焊接工艺的开发,进行市场推广并形成销售。
六、46 系列圆柱电池焊接站研发:
针对 46 系列圆柱电池焊接工艺而开发的设备,以满足的自动化生产为目标。目前 焊接站样机已完成设计生产,进入工艺实验阶段,提取工艺数据,并根据实际数据进 行整线设计。
文章来源:维科网激光